Гайки-"барашки" М6. Покупаем и изготавливаем

- Цена: $2.94 за десяток
- Перейти в магазин
Захотелось мне в аккумуляторной цепной пилке заменить обычную гайку держащую шину на гайку которую можно крутить руками. Было решено пойти по сложному пути и купить готовое.
*внимание! в обзоре присутствует 3Д печать! противникам этой технологии просьба проходить мимо и не возмущаться в комментах!
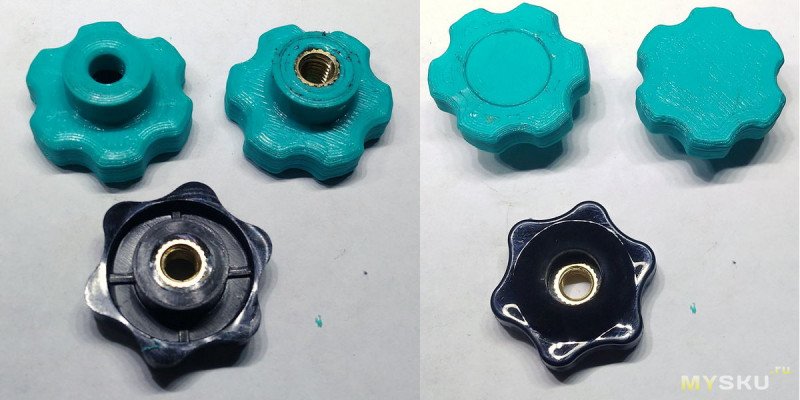
Гайки куплены тут M6 32 type 2 по $2.94 за десяток (плюс налог итого 3.53)

Размеры. Высота металлической вставки порядка 6мм, выходное отверстие в гайке 9мм. Есть в лоте вариант и без него. Диаметр плоской нижней части 15мм.
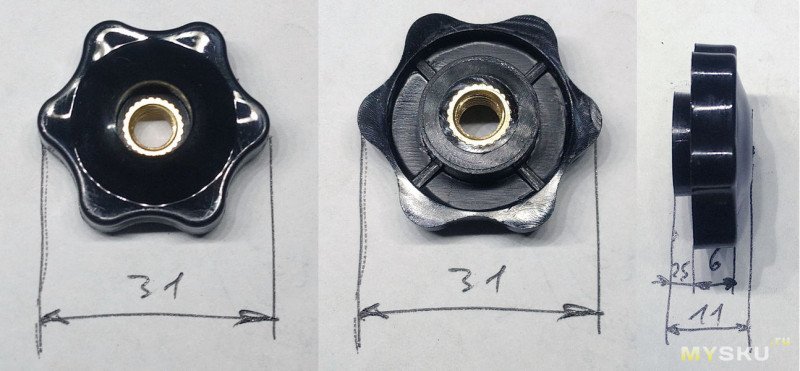
Материал — довольно мягкий пластик (край можно продавить ногтём), который к тому же боится например паяльника. А по виду была надежда на какой-то карболит или что-то подобное. Увы. Не особо понравились (да еще и дороговато за такое качество), да еще и не подошли — коротковат выступ этот снизу. Можно подложить шайбочку, но это гемор какой-то, и потерять ее очень легко.

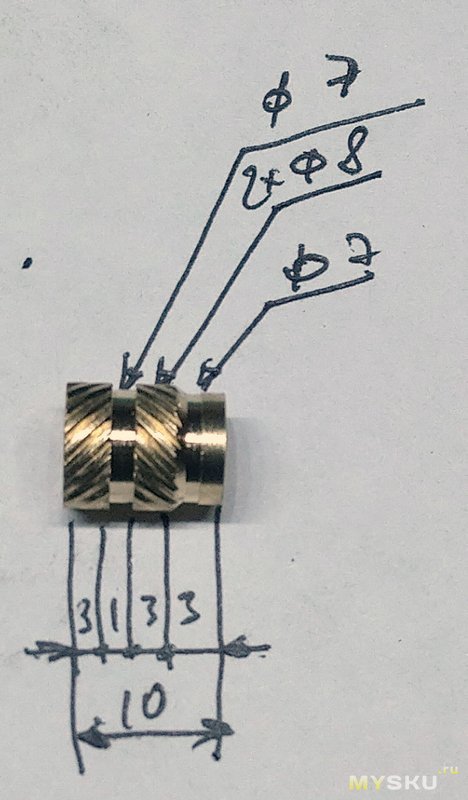
Поэтому было принято решение сделать самому. Опять же, решил не идти простым путём — заказал резьбовые вставки.
Брал тут М6 OD8, $1.59 + налог итого 1.91

внешний вид

размеры
Дале я набросал в скетчапе пару моделек — под гайку и под вставки эти. Прошу учитывать, что печатал я эту техничку на высоковатой для эндера скорости и грубых настроках — большой ширине линии и толщине слоя. потому что внешний вид не важен. Вариант с гайкой:
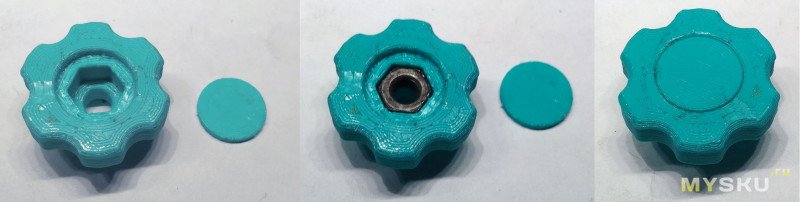
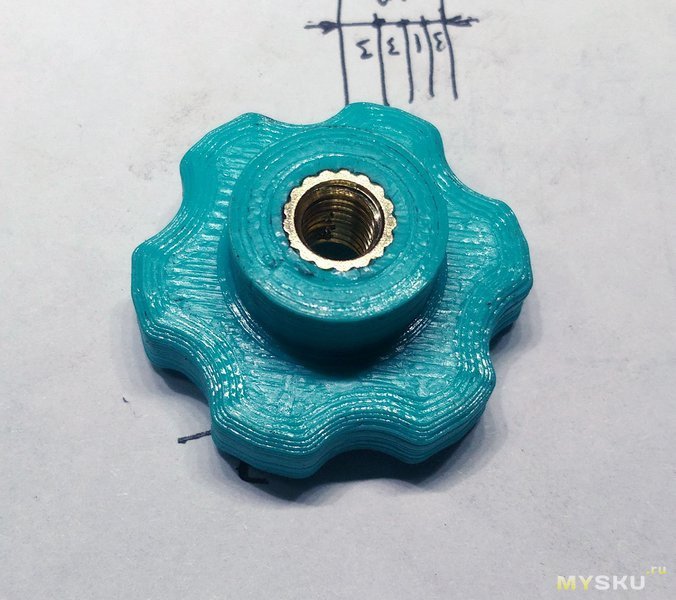
Со вставкой (вплавлял паяльником с соответствующим большим жалом)
Группенфото
На рабочем месте
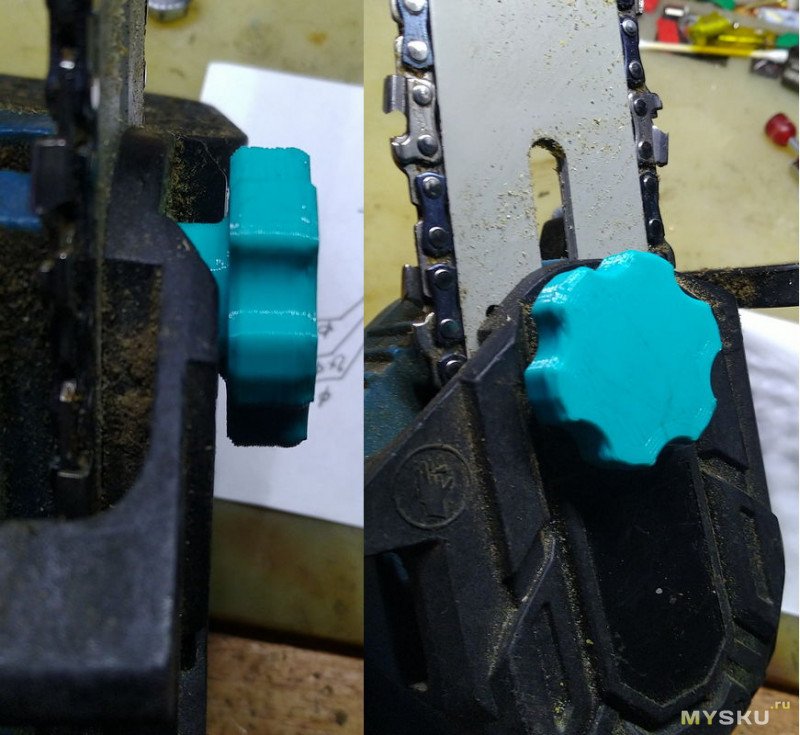
Этот вариант меня в целом устроил, правда надо по температуре посмотреть, теоретически там может быть нагрев, придётся перепечатать из АБС.
Файло тут, в комплекте несколько вариантов, включая М5
drive.google.com/file/d/19BHYXxM1XLkJzaANtj69kA4KYWogs8LH/view?usp=sharing
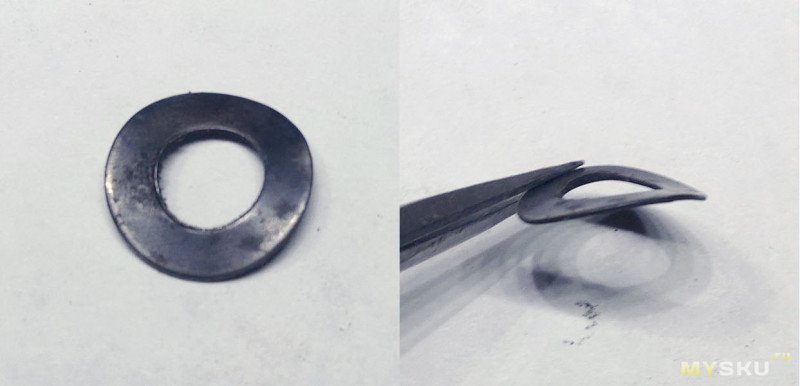
Пользуясь случаем хочу спросить, как называются шайбы такого типа и где их купить недорого на маркетплейсах? Прошу учитывать, что я из Беларуси, и всеинструменты например сразу в сад — у нас их нет.
*внимание! в обзоре присутствует 3Д печать! противникам этой технологии просьба проходить мимо и не возмущаться в комментах!
Гайки куплены тут M6 32 type 2 по $2.94 за десяток (плюс налог итого 3.53)
Размеры. Высота металлической вставки порядка 6мм, выходное отверстие в гайке 9мм. Есть в лоте вариант и без него. Диаметр плоской нижней части 15мм.
Материал — довольно мягкий пластик (край можно продавить ногтём), который к тому же боится например паяльника. А по виду была надежда на какой-то карболит или что-то подобное. Увы. Не особо понравились (да еще и дороговато за такое качество), да еще и не подошли — коротковат выступ этот снизу. Можно подложить шайбочку, но это гемор какой-то, и потерять ее очень легко.
Поэтому было принято решение сделать самому. Опять же, решил не идти простым путём — заказал резьбовые вставки.
Брал тут М6 OD8, $1.59 + налог итого 1.91
внешний вид
размеры
Дале я набросал в скетчапе пару моделек — под гайку и под вставки эти. Прошу учитывать, что печатал я эту техничку на высоковатой для эндера скорости и грубых настроках — большой ширине линии и толщине слоя. потому что внешний вид не важен. Вариант с гайкой:
Со вставкой (вплавлял паяльником с соответствующим большим жалом)
Группенфото
На рабочем месте
Этот вариант меня в целом устроил, правда надо по температуре посмотреть, теоретически там может быть нагрев, придётся перепечатать из АБС.
Файло тут, в комплекте несколько вариантов, включая М5
drive.google.com/file/d/19BHYXxM1XLkJzaANtj69kA4KYWogs8LH/view?usp=sharing
Пользуясь случаем хочу спросить, как называются шайбы такого типа и где их купить недорого на маркетплейсах? Прошу учитывать, что я из Беларуси, и всеинструменты например сразу в сад — у нас их нет.
Самые обсуждаемые обзоры
| +58 |
2932
94
|
| +183 |
11912
152
|
| +32 |
3658
131
|
| +48 |
2758
72
|
| +105 |
3842
97
|
насколько вижу по фото, место прижима утоплено и рогатый барашек будет чуть ли не вровень с основной частью кожуха…
Размер дырок подобрать не так сложно, там допуск в пределах 0.5 мм. Проходить сверлом или развёрткой обычно надо потому что печатное отверстие всегда некруглое из-за шва.
Давно хочу нечто подобное приспособить для крепления акк в машине, чтобы каждый раз туда ключом не лазить.
Спасибо, то что надо.
В качестве ограничителя резьбы — две гайки через гровер.
Но много дополнительных рисков: будет торчать, может выпасть, может закоротить аккумулятор…
Диаметр не помните, 8мм?
Спасибо.
Вот тут не уверен, но, думаю, не в аккумуляторе будет проблема.
В прошлом тысячелетии отец сделал такой, просто накрутив барашковую гайку на болт. Пришлось только ушки сначала разогнуть, а после накручивания согнуть. В результате можно было крутить и пальцами, и ключом.
шайба пружинная DIN137
З.Ы. Есть ещё прикольная технология закладывания гаек в модель. Делаем полость чуть толще самой гайки, в программе печати добавляем остановку и отвод головы, закидываем гайку, а затем просто продолжаем. Получается монолит.
отлично, спасибо
знаю, не нравится.
www.youtube.com/watch?v=XsrkFIuQEZM
Сушить как раз нужно обязательно, причём перед каждой печатью. Нейлон воду мгновенно набирает, гигроскопичность бешеная.
Они сначала взломали, а потом разрабы бамбука закрыли дыру и сделали легитимный способ запуска.
Там нужно откатить прошивку принтера на версию, которая разрешает всё это безобразие, закинуть кастомную прошивку на флешку и собственно загрузиться. Прелесть способа в том, что содержимое внутреннего флеша никак не перетирается и всегда можно загрузиться в офф. версию. Но при этом да, офф. версия прошивки будет относительно старой
У меня принтер Makerbot Replicator 1 (вернее, его клон от СТС) с двойным экструдером. Но работает только один (и видится только один). Я поставил прошивку сейлфиш, планирую дальше перевести на клиппер, чтобы пользоваться современными слайсерами.
Где и как можно посмотреть, как именно подключается второй экструдер. У него нет сопла, но сопло-то купить не проблема. Или хотя бы точно знать, что малой кровью подключить нельзя.
Вот и думал, чтобы его не дёргать, может кто-то знает.
По прошивке надо доку поискать как именно именуется ось второго экструдера и просто базовый G-код попробовать запустить, который этой осью двигает
Но убрали второе сопло скорее всего не зря. У двух на одной голове очень сложно выставить равную высоту, и даже тогда нерабочее сопло постоянно задевает распечатку. От этой как бы простой идеи не зря нынче полностью отказались. Делают или механическое движение голов, или смену пластика в одном сопле.
Я часто вместо поддержек, в том месте, где гайка заканчивается и идёт сужение следующего слоя, делаю сплошной слой, который нормально печатается мостами. После печати сверлом удаляю. Особенно для мелких гаек, глубоко утопленных.
ссылка
впрочем, если силушки столько что латунные гайки М6 получается рукой свернуть — то тут только сталь, да. и прочностью повыше, а то мало ли — ключ еще в руки попадет ненароком. тут и стальные гайки с болтами поплыть могут…
а то что гайка доступнее — тут вопросов нет. и то что в данном случае втулка скорее всего не даст заметного выигрыша ни по каким параметрам тоже. но есть ситуации когда установка шестигранной гайки потребует сильного увеличения размеров детали, а втулка — нет. не нужно упираться в обзоре в пример применения товара. и барашки эти подходят не только для пилки, и втулки эти подходят не только для таких барашков.
А так — да, согласен. Втулка компактнее, гайка — доступнее.
Шестигранная гайка дешевле, проще в сборке, и обычно предпочтительна. Ещё лучше квадратная, но её специально покупать надо.
Вот эпоксидка точно ужас. Ради одной гайки там сложностей на порядок больше, чем с печатной. Также противно и для здоровья вредно.
я вот за минут надцать накидал в скетчапе детальку, записал на флэшку и запустил печать. а сам пошел своими делами заниматься. и когда мне понадобится еще одна или 10 таких гаек — я не буду повторно искать мастер-модель, делать новую форму для отливки, эпоксидку болтать.
Причём эпоксидку для
ответственногонепозорного изделия я бы лил в печатную и покрытую лаком форму. Иначе проще действительно деревяшку вырезать и в неё гайку вклеить.То есть с точки зрения «делаем дома, или в офисе, или в домашнем хоббийном уголке» — да, принтер радикально проще. В мастерской — только если партия какая-то нужна, и то не факт.
Ну банально слишком уж тривиальная задача (собственно, скорее всего я бы просто рым-гайку взял). Вот что-то более сложное — тут да, проще принтер. В своё время я подзадоблался, сломав крышку на навороченной бутылке для столярного клея и делая замену (в том случае — из полиэфирной шпаклёвки). Тут бы да — взять и распечатать, особенно учитывая, что модельку почти наверняка готовую бы нашёл. Но вообще — я какт-то особо и не припомню таких задач, обычно если что-то нужно — то какой-нибудь здоровый шаблон, или что-то очень прямоугольное, что делается пилой.
ИМХО в данном случае обычная гайка будет получше, тут малый размер шестигранника, он не добавит прочности по сравнению с втулкой.
Тогда скорее ушастый барашек, квадратную гайку, гайку для профиля надо заплавлять или вот эти мебельные… Короче, что-то с рычагом и подальше по форме от круга.
P.S. В качестве проставки — подходит гровер, сведённый в кольцо двумя пассатижами.
А если у него, не распрямляя, загладить острые края на наждаке, то получится примерный аналог пружинной шайбы, не сильно повреждающий поверхности.
Ну или совсем просто — гровер между двумя шайбами.
А о прокручивании пластиковой ручки на гайке, при закручивании/откручивании.
И при случайном ударе по краю барашка.
Разумеется, в самый неподходящий момент.
Что касается ударов, есть барашек будет из PETG то замучаетесь ударять. PLA возможно, так как он весьма хрупкий.
А если по уму, то можно и углубление сделать, с крышкой декоративной.
— книга такая-то, страница 17 — дырка.
— страница 18 — дырка…
Я себе в ванной делал подвесной шкаф над стиралкой, 60x60 см и высотой 160 см, туда 3D принтеров штуки 3 влезет и место останется.
Подвесы мебельные есть весьма мощные, мне понравились Italiana Ferramenta Libra H2. Каждая рассчитана на 75 кило, по факту (народ тестил) намного больше держат.
Всё уже давно придумано, деталь печатается самим принтером. Полезна не только в условиях лесопилки — сопла не любят пыльный филамент, забиваются.
Собственно, если впадлу городить шкафчик — это тоже не обязательно. Знаете какой есть дешёвый народный способ сделать пассивную термокамеру для печати АБС-ом на обычном дрыгостоле? Правильно, накрыть принтер коробкой из под принтера)
А вообще принтер изумительно живёт под столом в самом дальнем углу, ему в отличии от фрезера особого пригляда не нужно
Если есть принтер, то не вижу причин по которым бы не воспользоваться именно им.
А с эпоксидкой это же мешаааааааааать надо… прям черенком от лопаты в бочке, это ооооооочень дооооооолго, а потом еще и с формой возиться надо. Нет, не приложить тупо барашек к пластилину, а прям возиться с ней надо, долго и мучительно )
Если бы вы на самом деле имели хоть малейший опыт со смолой, то аргумент «против» был бы совсем другой — классическая ЭД-20 значительно уступает ABS в прочности на излом. Оно тупо провернется. Всё. Если не знаете — то не надо ничего выдумывать.
И да, если бы вы имели опыт с 3D печатью — вы бы понимали, почему человек не хочет возиться с эпоксидкой.
О да, видимо 100500 миниатюр это всё еще недостаточный опыт )
Ну т.е. подготовить форму с учётом усадки, в случае с заявленной задачей подвесить внутри неё гайку так, чтоб она никуда не свалила и при этом не залилась внутри по резьбе, взвесить и замешать состав, вакуумировать от пузырей, залить, дождаться отверждения, повторить N раз для получения нужного количества — это у вас проще чем одним кликом модель на печать отправить? Либо вы лукавите, либо у вас ооооочень странный опыт. И судя по моему богатому жизненному опыту — вы таки лукавите.
З.Ы. Нет, если бы мне надо было скопировать какую-нибудь бронзовую статуэтку — я бы разумеется не стал её прогонять через 3D печать(хотя при наличии 3D сканера всё уже тоже не так однозначно). Тут правда проще залить её силиконом и потом фигачить из смолы или гипса сколько надо копий
Если полимеризованную эпоксидку нагреть до размягчения, то связи в ней тупо начнут разрушаться. И состав полученный после остывания будет более хрупким, чем изначальным.
Нет просто закрыть гайку пластилиновыми шариками и разместить её в форме. И всё. В смысле вообще всё. Какая усадка? Какое вакуумирование? Вы что гражданин, насмотрелись роликов про заливку столешниц? Тупо замешал смолу в пластиковом стакане (в одном, без переливов) и залил в форму.
Не повторить, а просто замешать столько сколько надо. Надо три барашка — замешал в три раза больше.
www.reddit.com/r/AskEngineers/comments/nckcm/post_heat_treating_epoxy_resin/
Вот тут народ тоже говорит что слышал о таком
www.reddit.com/r/ResinCasting/comments/1ckikc4/curing_epoxy_resin_on_heating_mat/
И самое вкусное
www.mdpi.com/2073-4360/15/12/2734
Вот тут по графикам видно, что после прогрева до 85 градусов таки да, предел прочности слегка падает, а вот модуль упругости наоборот возрастает.
Ну т.е. результаты 3D печати вам
А вот такая заливка с пузырями в пластилин — это прям эталон красоты, шупал бы и шупал?)) Гражданин, вы уж определитесь, вы к умным или к красивым)))
А разница то какая, всё равно 3 формы готовить, что в лоб, что по лбу. Ручной труд X3
Я делаю так — вывожу рисунок платы и в темных очках на экране размещаю специально вырезанный шаблон в форме буквы «Г» на угол картинки. Затем прерываю печать, кладу плату и сверху небольшой грузик. Но не для фиксации от перемещения, а чтобы равномерно прижата была (если текстолит/гетинакс был гнутый). Затем включаю печать, состоящую из одного слоя с временем экспонирования 60-90 секунд. И всё.
Двусторонние не делаю, всё равно металлизации отверстий не будет, а без них плата неполноценна. Но если очень надо, думаю, можно просверлить в плате отверстия в неиспользуемых местах и подготовить специальную картинку, по которой совместить.
Но вообще-то именно эту деталь, да, вжих и готово. И со всеми допусками. В скетчапе это по сути два примитива — многоугольник и два цилиндра — плюс и минус. Правда на многоугольник ещё аддон использовать. Но можно и без него — но тогда потратить не 30 секунд, а пару минут, ведь придётся нарисовать 6 дуг, а фаску делать с помощнь фоллоу-ми инструмента.
И да, на принтер тоже вжих и готово. То что он её напечатает не мгновенно, парит мало — оно, во-первых, само, а во-вторых выйдет гораздо быстрее чем все эпоксидки и альтернативные способы.
ЗЫ. Ах да — еще копируемую детальку в пластилин вдавить. Ну часа три нужно наверное. Никак не меньше )
Еще раз повторяю — не туда воюете гражданин.
Мешать в одноразовом стаканчике с отвердителем, большая часть в этих объёмах останется на стенках стаканчика. Вдавить в пластилин действительно просто, а вот это самое «с необходимыми допусками» сунуть гайку уже нет. Да, понятно, и в этом случае несложно внутрь гайки вставить болт, спозиционировать его, закрепить ровно и т.д.
Запаять внутрь, нагрев паяльником, выйдет уже не так хорошо.
Я бы принял довод, если бы речь шла не о фдм-принтере — на фотополимерниках со смолой ещё хуже, чем просто с эпоксидкой.
печататься эта деталь будет ну пусть полчаса, и эти полчаса я буду заниматься какими-то другими делами, как и во время сушки эпоксидки, только вот эпоксидка сохнет на порядок дольше.
Вон, он там даже умудрился всё вокруг этой виртуальной эпоксидкой залить и в трудозатраты включил оттирание смолы )
Простые вещи с 3д-печатью действительно «щёлкнул пальцами». Более сложные, понятно, требуют моделирования и возни — к примеру, те же самые поддержки, дышло им в ноздрю.
Но у печати есть очень важная особенность, которая бьёт любое «сделать из подручных материалов» просто всухую. «Переделать» означает лишь поправить на компе и отправить на печать снова, то же касается и нескольких экземпляров.
Ну и да, веское достоинство FDM — понятие «оттирать липкое» в нём отсутствует принципиально.
кстати, применительно к этому вот барашку — нужно будет еще умудриться правильно гайку закрепить в форме. и получиться это может не с первого раза. что же до оттирания эпоксидки — ну определенная логика тут есть, эпоксидка всё же гораздо грязнее чем fdm печать. а вот фотополимерная печать наверно еще грязнее
волнистая стопорная шайба
https://www.aliexpress.com/item/1005006061754146.html
в Беларуси уже наверно год как ввели, покупать на али стало еще дороже…
впрочем, с озона нам тоже 20% приклеивают…
а что до поиска — я просто не учёл этот момент. а размеры нигде не указаны
ozon.ru/t/mRk863
Но их же видел на Али и гораздо дешевле.
Главное материал — карболит.
А покупал вот сюда:
В моей пилке была пластиковая «барашка» с металлической сердцевиной с резьбой, превентивно заменил на цельнометаллическую барашковую гайку из нержавейки, как в этом сообщении.