Метчик для трапецевидной резьбы TR12x3

- Цена: 900 ₽
- Перейти в магазин
Самостоятельное изготовление ходовых гаек.
Миниобзор с применением
Внешний вид
Поставляется метчик в достаточно прочном пластиковом пенале, этикетка в наличии — можно и хранить в нем. Метчик был в транспортировочной смазке.


Рентгенофлуоресцентный анализ показал к внешнему виду режущих кромок не придраться, на хвостовике выполнена маркировка.


Метчик Tr12 по DIN 103, шаг 3мм, резьба правая. Материал заявлен High Speed Steel.
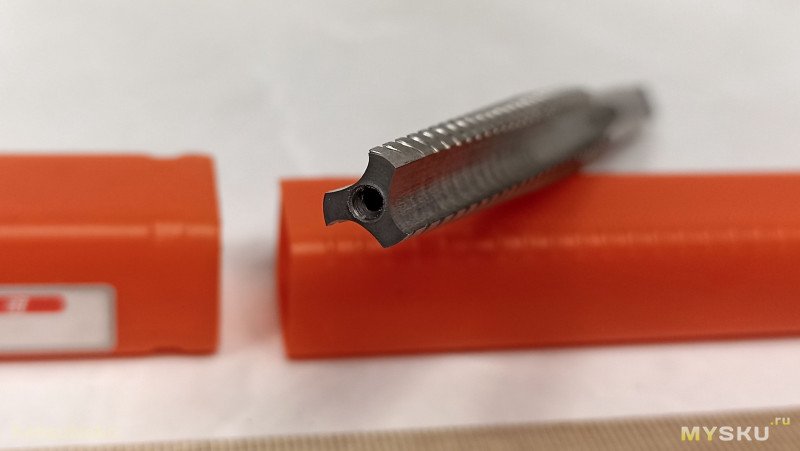

Размер квадрата 7 мм, диаметр хвостовика 9 мм — такие же, как и у метчика М12 (DIN 352)
Применение
Где-то у меня завалялся кусок ходового винта Tr12, отпилю от него немного.


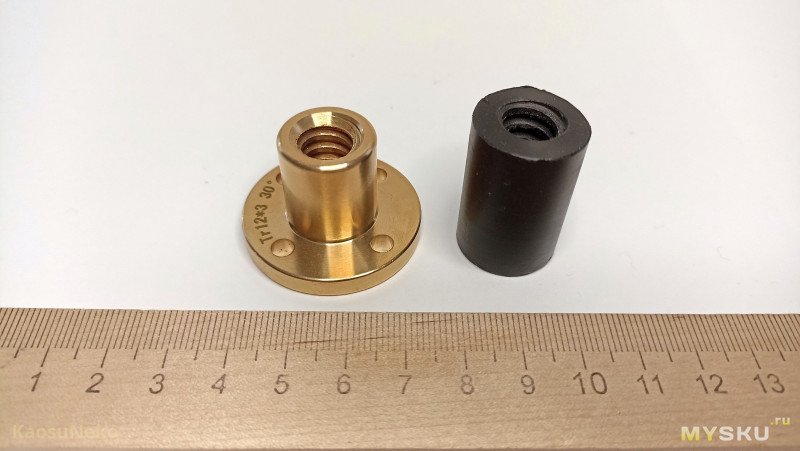
Для такого винта можно купить стальные и латунные ходовые гайки, вот такие:


А для винтов T8, используемых в 3D принтерах и мелких хоббийных ЧПУ есть вот такие пластиковые гайки из POM (полиацеталь и полиформальдегид), еще и с компенсацией люфта
Порывшись под верстаком, с меня слетела шляпа был найден кусок графитонаполненного капролона


Обрабатывается материал хорошо.

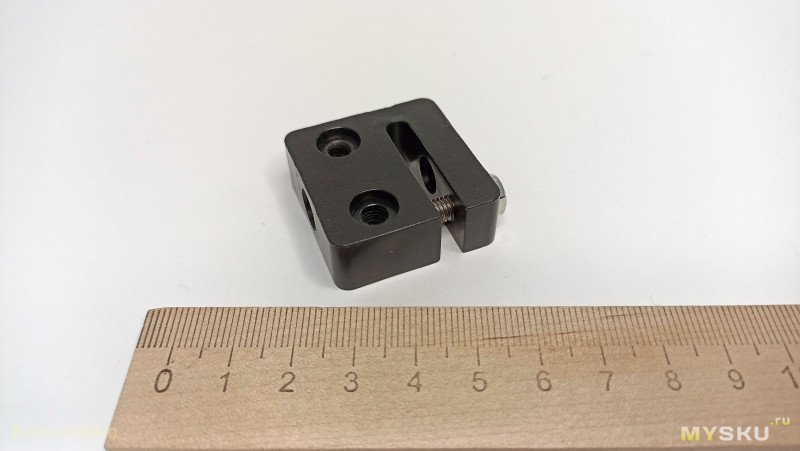
Люфт на латунной гайке можно назвать катастрофическим значительным, на самодельной практически отсутствует.
Вместо заключения
Стоимость метчика и куска капролона/ПОМ/… примерно равна стоимости двух заводских гаек.
| +146 |
8011
138
|
| +28 |
2536
114
|
| +64 |
2115
55
|
| +50 |
2601
55
|
Впечатляет, я в свое время долго с таким люфтом мучился. Надо запомнить и взять на вооружение. Автору плюс. По металлу нарезать не пробовали?
Какое у вас назначение данной гайки, на какое применение?
Если честно, в мелкой ЧПУхе капролоновые гайки(лично у меня) не особо хорошо работают. По чему-то мягкому норм, но обработку люминдия уже нормально не держат.
У меня капролоновая гайка работает на поперечке мелкого токарника, проходила на порядок дольше родной бронзовой, сотку легко держит.
Десятилетиями проверенное средство от люфта в приводах
Уникальный левый TR10x1.25
Для гайки поперечки мелких токарных типа WM210
https://aliexpress.ru/item/1005008138801934.html
Пружинные-разрезные гайки из бронзы хуже, и на коленке не сделаешь.
Потом бросил баловство и перешел на ШВП с дубль-гайками. Скорость и точность в разы возросли.